





Synberry está certificado con BSCI, WRAP, SCAN, GRS e ISO, lo que garantiza estándares de producción sostenibles y de alta calidad.
Nuestro servicio profesional de personalización de productos transforma su idea en realidad, brindando una experiencia perfecta desde el concepto hasta la exhibición del producto en el estante minorista.


Con fábricas en China y Camboya, usted tiene la flexibilidad de seleccionar el sitio de producción que ofrezca los beneficios arancelarios más ventajosos según su situación específica.
¿Qué ha convertido a Synberry en la elección de dos generaciones? Con principios de calidad claramente definidos, documentación y registros bien administrados y, lo más importante, análisis e inspección de procesos en profundidad, podemos garantizar una alta calidad constante.

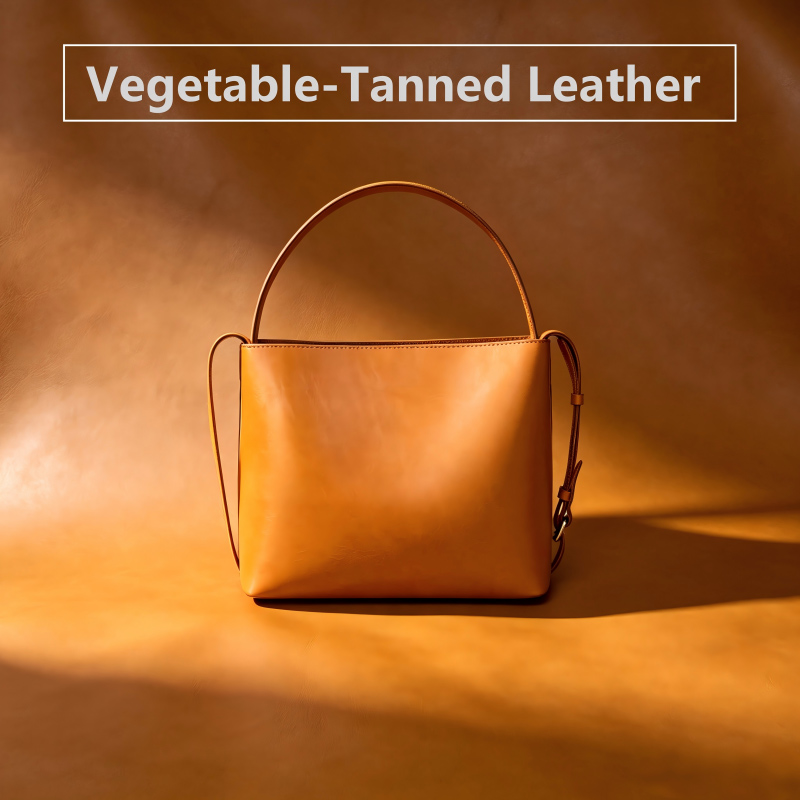
Vegetable-tanned leather is often chosen because it can do something that many coated or synthetic materials cannot: it records the marks of use. Sunlight gradually deepens its color. Frequent use makes the surface become smoother over time. Natural oils from the hands create darker tones on the corners, handles, folds, and around buckles. This visual characteristic has made vegetable-tanned leather a favorite among many leather brands, gift companies, and vintage-style product developers. They value the unique “aging journey” of vegetable-tanned leather—every finished product gradually develops a one-of-a-kind patina through everyday use, creating a distinctive imprint that belongs solely to its owner. This evolving character is also the most unique feature that sets it apart from other types of tanned leather. Table of Contents: What Is Vegetable-Tanned Leather? Vegetable-Tanned Leather vs. Chrome-Tanned Leather Advantages and Limitations of Vegetable-Tanned Leather What Is Vegetable-Tanned Leather Suitable for in the Bag Industry? Logo Techniques Suitable for Vegetable-Tanned Leather FAQ I. What Is Vegetable-Tanned Leather? Vegetable-tanned leather is leather that has been transformed from prepared animal hides into stable leather through a controlled tanning process using plant-derived tanning agents (tannins). When an animal hide is first removed, it is essentially a piece of protein that will naturally decompose. To transform it into durable leather, tanning agents must create cross-links with the collagen fibers in the hide. Tannins bond with the collagen structure, improving the leather's resistance to decay while giving it its characteristic firmness, natural grain, excellent workability, superior edge quality, and distinctive aging properties. In modern leather manufacturing, the dominant chrome tanning process uses trivalent chromium salts, offering fast production, lower costs, and a softer finished leather. Vegetable tanning, by contrast, returns to a method that has been used by humans for thousands of years. Natural tannins are extracted from plant materials such as bark, wood, leaves, fruits, and seed pods, allowing the leather fibers to gradually "set" over the course of several weeks or even months. This slow process is the foundation of every defining characteristic of vegetable-tanned leather. Because of the extended tanning period and the deep penetration of tannins, the fiber structure of vegetable-tanned leather is thoroughly transformed. The finished leather is firm, dense, and capable of being burnished to achieve a smooth, mirror-like edge—something that is difficult for chrome-tanned leather to accomplish. At the same time, because the process does not rely on heavy synthetic resin finishes, the surface of vegetable-tanned leather retains its most natural, uncoated appearance: pores remain clearly visible, while natural scars, growth marks, and vein patterns are all openly displayed. II. Vegetable-Tanned Leather vs. Chrome-Tanned Leather For many buyers encountering vegetable-tanned leather for the first time, the biggest question is: How is it different from ordinary full-grain cowhide? In reality, the difference is determined the moment the tanning process is completed. Comparison Vegetable-Tanned Leather Chrome-Tanned Leather (Mainstream) Tanning Agent Plant-derived tannins (natural) Trivalent chromium salts (chemical) Tanning Time Several weeks to several months 1–3 days Finished Feel Firm and structured, initially quite stiff Soft, supple, and flexible straight out of production Surface Appearance Minimal or no finish, leaving a natural, "bare-faced" look Usually coated with a finish that can conceal imperfections Color Stability Darkens and changes with sunlight and use, developing a patina Color is fixed after production and remains relatively stable Edge Finishing Can be burnished and polished to a smooth, mirror-like finish Typically requires edge paint to cover the edges Water Resistance Poor; exposure to water may cause discoloration and stiffening Better; water tends to bead up and roll off naturally Suitability for Mass Production Lower Higher One common misconception should be clarified: vegetable-tanned leather and full-grain leather are not opposing concepts. Full-grain describes which part of the hide is used—the topmost layer that has not been sanded or buffed. Vegetable tanning, on the other hand, describes the tanning method. A piece of full-grain cowhide can be either vegetable-tanned or chrome-tanned. That said, high-quality vegetable-tanned leather on the market is typically made from premium full-grain hides. Since vegetable-tanned leather does not rely on heavy surface coatings to conceal imperfections, the inherent quality of the hide is fully visible on the finished surface. III. Advantages and Limitations of Vegetable-Tanned Leather Vegetable-tanned leather is not a miracle material. It is much like a piece of jade that requires careful nurturing—its strengths and weaknesses are equally distinctive. Advantages 1. A Unique Character Shaped by Time The greatest appeal of vegetable-tanned leather lies in its ability to develop over time. Natural vegetable-tanned leather begins with a light beige tone and gradually darkens through exposure to sunlight, body heat, and the absorption of natural oils from the hands. Over time, it evolves into caramel or honey tones, eventually developing a patina that is unique to its owner. This "the more you use it, the better it looks" characteristic is something no heavily finished leather can truly replicate. 2. A Naturally Sustainable Story The tannins used in vegetable tanning are derived from renewable plant sources. Compared with wastewater from chrome tanning, the waste liquor generated during vegetable tanning is far more biodegradable. For brands that emphasize sustainability, vegetable-tanned leather is a naturally eco-friendly material that requires little explanation. 3. Burnishable, Mirror-Like Edges Under the influence of high-density tannins, the fibers of vegetable-tanned leather become compact enough that the edges can be burnished and polished to a mirror-like finish, much like wood. This allows premium handcrafted bags to achieve clean, refined edges without the need for edge paint—one of the primary reasons why many artisan leatherworkers favor vegetable-tanned leather. 4. Proven Long-Term Durability Although it feels firm when new, vegetable-tanned leather gradually softens with use while retaining exceptional fiber strength. A well-maintained vegetable-tanned leather bag can often last more than a decade. Limitations 1. Highly Sensitive to Water and Oils Because vegetable-tanned leather has no waterproof surface coating, even a single drop of water can leave a dark watermark. Natural skin oils, sunscreen, and even the indigo dye from denim can penetrate the leather and cannot be wiped away. To enthusiasts, these marks are badges of time and character; to many everyday consumers, they may simply be viewed as unacceptable stains. 2. Difficult to Maintain Consistent Color Between Batches The color of vegetable-tanned leather continues to evolve even after production. Two hides from the same batch, stored on opposite sides of a warehouse, may develop noticeably different shades after just three months. 3. Less Suitable for High-Speed Mass Production Its firm structure increases resistance during sewing, while edge finishing requires multiple rounds of sanding, waxing, and polishing. As a result, the labor time required is typically much longer than that for chrome-tanned leather. IV. What Is Vegetable-Tanned Leather Best Suited for in the Bag Industry? Based on the characteristics discussed above, vegetable-tanned leather has a well-defined comfort zone when it comes to bag manufacturing. Ideal Applications Small Leather Goods: Card holders, key cases, pen sleeves, and leather charms. Their compact size makes natural imperfections easier to manage while showcasing the beautifully burnished edges that vegetable-tanned leather is known for. Structured Bag Designs: Satchels, briefcases, and vintage messenger bags. These styles take full advantage of vegetable-tanned leather's natural rigidity, allowing the bags to maintain their shape without collapsing. Limited Editions and Commemorative Collections: The leather's natural grain and its ability to develop a unique patina over time create a sense of exclusivity and rarity, making it an excellent choice for special collections. Less Suitable Applications Soft, Large Bags: Tote bags and shopping bags. Vegetable-tanned leather is relatively stiff when new, and repeated bending across large panels can create permanent creases that cannot be reversed. High-Frequency Everyday Commuter Bags: Bags that are exposed daily to crowded public transportation, rain, and frequent contact with different surfaces. Under these conditions, vegetable-tanned leather's delicate nature becomes much more noticeable. Fast Fashion, High-Volume Products: Because of its evolving color, lower production efficiency, and higher cost compared with chrome-tanned leather, vegetable-tanned leather is not well suited to the rapid production cycles and aggressive pricing strategies required by fast-fashion brands. Many handbag brands that prioritize customer experience intentionally introduce natural vegetable-tanned leather as part of their core product line, encouraging customers to "grow" their bags through everyday use. This unique interaction between the owner and the leather creates a highly personal ownership experience, significantly enhancing product appeal, encouraging word-of-mouth discussions, and strengthening customer loyalty. It is also one of the reasons why vegetable-tanned leather has become an outstanding choice for boutique brands seeking meaningful differentiation. V. Logo Techniques Suitable for Vegetable-Tanned Leather Vegetable-tanned leather has little to no chemical surface finish. Its firm fiber structure, ability to absorb moisture and oils, and tendency to change color when exposed to heat give it both distinct advantages and clear limitations when it comes to logo application. Below are several methods that have been proven effective in our production experience, as well as techniques that should be avoided. Recommended Methods 1. Blind Embossing / Debossing This is the logo technique that best complements the character of vegetable-tanned leather. A heated brass die is used to apply pressure, creating either a recessed or raised impression on the leather surface. Since no additional material is applied, the logo becomes an integral part of the leather itself. As the leather develops its patina over time, the embossed edges gradually become smoother and develop a subtle natural sheen. Practical Considerations: Because vegetable-tanned leather is relatively firm, embossed edges appear sharper and more defined than on chrome-tanned leather, making this technique ideal for fine lettering and geometric linework. Temperature must be carefully controlled (typically 80°C–120°C). Exceeding 150°C can leave dark brown scorch marks around the edges of the impression, which are especially noticeable on natural, undyed leather. Deep embossing (greater than 1 mm) may affect the flatness of the reverse side. If the logo is placed on a large front panel of the bag, the visibility of the impression on the back should be evaluated. 2. Hot Foil Stamping (Gold or Silver) Hot foil stamping adds a refined metallic accent to vegetable-tanned leather. However, the leather's unfinished surface is a double-edged sword: because the foil comes into direct contact with the leather fibers, its adhesion is often less reliable than on chrome-tanned leather with a finished coating. Practical Considerations: Use premium foil specifically designed for leather, with fine pigments and strong adhesion. Standard foil intended for paper is prone to peeling on vegetable-tanned leather. Avoid stamping over natural scars, vein marks, or other areas where the fiber structure is loose, as the foil may lift or peel away together with these imperfections. Hot foil stamping generally produces better visual contrast on dark-colored vegetable-tanned leather (such as tea-core or brown leather) than on natural undyed leather. 3. Leather Carving / Tooling If there is one technique that was practically made for vegetable-tanned leather, it is leather carving (tooling). Vegetable-tanned leather is firm, has a dense fiber structure, and becomes highly moldable when dampened. As carving tools pass over the surface, they produce crisp, well-defined patterns that retain their shape. The carved design can then be further enhanced with dyeing, gilding, antique finishing, or other decorative treatments. Practical Considerations: Leather carving demands exceptionally high-quality hides. Only Grade A full-grain vegetable-tanned leather can produce clean, sharp cuts. Areas with scars or loose grain are prone to becoming fuzzy after carving. The process is entirely handcrafted, making mass production extremely inefficient. A single panel with a complex carved pattern may require several hours to complete, making this technique unsuitable for high-volume production. After carving, the leather should be properly shaped and treated for moisture resistance. Otherwise, the recessed carved areas may be susceptible to mold growth in humid environments. 4. Laser Engraving Laser engraving can reproduce intricate vector artwork and even grayscale effects without the need for custom tooling. However, vegetable-tanned leather reacts very differently to laser engraving than synthetic leather or chrome-tanned leather. Practical Considerations: The laser burns the tannins within the leather, causing the engraved area to turn dark brown or black. This creates strong visual contrast on natural, undyed vegetable-tanned leather, so the final appearance should always be evaluated through sampling before production. Since no custom die is required, laser engraving eliminates tooling costs. For small-batch custom orders, it is often more cost-effective than embossing, making it an excellent option for boutique brands and bespoke products. 5. Metal Badges / Nameplates Metal badges or nameplates are attached to vegetable-tanned leather using rivets, screws, or stitching. This approach overcomes some of the limitations of the leather itself, making it possible to achieve multicolor finishes, three-dimensional effects, and even illuminated designs. Practical Considerations: Because vegetable-tanned leather is relatively firm, pilot holes should always be punched before installing rivets. Driving rivets directly into the leather may cause the fibers to crack. Metal and leather have different coefficients of thermal expansion. In environments with significant temperature fluctuations, rivet holes may gradually enlarge over time, causing the hardware to loosen. Using washers is recommended to improve long-term stability. The edges of the metal badge should be chamfered or rounded to prevent them from cutting into or wearing through the leather surface during prolonged use. For stitched metal badges, stitch spacing must be planned with great precision. Needle holes in vegetable-tanned leather are permanent and cannot recover, so the stitching must be positioned correctly on the first attempt. Not Recommended: Screen Printing and Pad Printing We do not recommend applying screen printing or pad printing directly onto the surface of vegetable-tanned leather. The reasons are straightforward: Vegetable-tanned leather has little to no surface coating, making ink absorption difficult to control. As a result, the printed graphics are prone to bleeding and feathering. Vegetable-tanned leather continues to darken and absorb oils over time. As the leather naturally ages, the printed design ages with it, often leading to noticeable color inconsistencies after just a few months. While applying a surface sealing coating before printing can improve ink adhesion, it also defeats the very qualities that make vegetable-tanned leather desirable in the first place. The coating compromises its signature natural, uncoated appearance, as well as its breathability. FAQ Q1: Which is better: vegetable-tanned leather or top-grain leather? A: These are not comparable concepts, as they describe different aspects of leather. Top-grain leather refers to the layer of the hide used, while vegetable tanning refers to the tanning process. A piece of top-grain leather can be either vegetable-tanned or chrome-tanned. Although premium vegetable-tanned leather is typically made from high-quality full-grain hides, "vegetable-tanned" does not automatically mean "top-grain." Q2: Is vegetable-tanned leather always more environmentally friendly than chrome-tanned leather? A: In terms of tanning agents, plant-derived tannins are indeed more natural and biodegradable than chromium salts. However, environmental sustainability should be evaluated across the entire product lifecycle. Factors such as wastewater treatment at the tannery, whether the dyes contain heavy metals, and the composition of conditioning oils used during maintenance all play important roles. Whenever possible, it is advisable to source leather from tanneries certified by the Leather Working Group (LWG). Q3: Are vegetable-tanned leather bags waterproof? A: Natural vegetable-tanned leather offers little to no water resistance. Improving its waterproof performance requires applying waterproofing agents or waxes after tanning, but doing so alters the leather's breathability and natural feel while compromising its signature uncoated appearance. If the product is intended for frequent use in rainy conditions, chrome-tanned leather with a protective finish is generally a more suitable choice. Q4: Why does the price of vegetable-tanned leather vary so much? A: The price of vegetable-tanned leather mainly depends on three factors: Hide quality, including the grade of the hide, the presence of scars, and the area of the hide used. Tanning method and duration, such as traditional pit tanning versus accelerated drum tanning. Country or region of origin. Vegetable-tanned leather made from premium hides using traditional long-cycle pit tanning is significantly more expensive than leather produced through faster tanning methods, resulting in noticeable price differences in the final products. Q5: How can you tell if leather is genuinely vegetable-tanned? A: You can identify genuine vegetable-tanned leather using the following four methods: Smell: Authentic vegetable-tanned leather has a distinctive earthy aroma with a subtle natural sweetness. Chrome-tanned leather often has a chemical smell or almost no noticeable scent. Cut Edge: Examine an unfinished edge. Vegetable-tanned leather typically displays a warm cream or tan color throughout its cross-section. Chrome-tanned leather usually has a bluish-gray cross-section—the characteristic color left by chromium sulfate. Water Reaction: A small drop of water will immediately darken the surface of vegetable-tanned leather before gradually lightening again as it dries. On chrome-tanned leather, water generally beads up and rolls off the surface. Feel: Genuine vegetable-tanned leather has a firm, structured feel and is relatively stiff when new, requiring a break-in period. If a product advertised as "vegetable-tanned leather" feels excessively soft and floppy right out of the box, it is worth examining more carefully. Q6: How should vegetable-tanned leather be cared for? A: Here are some practical care tips to help keep vegetable-tanned leather products in their best condition. Brands are encouraged to include these recommendations in their product care instructions. Avoid getting the leather wet, especially during the first month of use. Keep the leather away from heat sources and never use a hair dryer to speed up drying. Do not clean it with synthetic brushes—use only natural-bristle brushes. If the leather product is used frequently, apply a leather-specific conditioning oil or leather care product once a week. Wax the leather regularly to maintain its condition and appearance. Conclusion Vegetable-tanned leather is not an industrial material that can simply be used without consideration. Instead, it is more like a long-term project involving the brand, the manufacturer, and the end user. Its firmness, color changes, visible marks, and evolving patina are both its limitations and its greatest sources of appeal. As an OEM bag manufacturer with more than 30 years of experience, we have always believed that there is no universally "good" or "bad" material—only the material that is best suited for a particular purpose. If your brand is built around speed, novelty, and standardization, vegetable-tanned leather may not be the ideal choice. But if your brand tells a story of time, craftsmanship, texture, and companionship, vegetable-tanned leather may be the most authentic storyteller of all. Author
VER MÁS
Sourcing leather for custom leather handbags is far more than a simple aesthetic choice. It directly determines your production costs, retail pricing strategy and overall brand positioning. SYNBERRY has accumulated over 30 years of experience in OEM custom leather bag manufacturing, serving clients ranging from emerging startup brands to mature premium and luxury lines. Most purchasing partners repeatedly raise two core questions: which leather grade fits their product lineup, and how end consumers can properly maintain leather bags. Drawing on our decades of on-site manufacturing experience, this guide systematically explains leather selection logic and post-sale maintenance knowledge, helping OEM buyers pick matching leather and avoid common care mistakes. Table of Contents: Ⅰ. Two Core Perspectives to Understand Leather Ⅱ. Match Leather Types to Different Handbag Styles Ⅲ. Daily Care Guidelines for Leather Handbags Ⅳ. Four Core Details to Confirm When Requesting Factory Quotations Ⅴ. Frequently Asked Questions (FAQ) Ⅵ. Conclusion Ⅰ. Two Core Perspectives to Understand Leather We divide leather into two major classification systems: categorization by natural hide layers and categorization by post-tanning processing techniques. The combination of these two dimensions jointly decides leather quality and the final presentation of finished handbags. 1.Classification by Hide Layer Top-grain leather:Top-grain leather is made from the outermost grain layer of animal hide plus part of the underlying fibrous corium layer. Its compact fiber structure delivers outstanding tensile strength, durability, flexibility and stable shape retention, making it the core raw material for all high-end leather goods. Split leather :Split leather refers to the residual fibrous layer separated after removing the top grain layer during splitting. Its loose fiber structure leads to weaker strength, poor durability and faint natural texture, so manufacturers usually add PU coating, PVC coating or suede sanding to improve its appearance and practicality. 2.Classification by Processing Craft Full-grain leather:Full-grain leather ranks as the highest-grade leather material. It fully retains the natural grain surface of raw hide with almost no sanding or surface correction, featuring obvious natural grain, excellent wear resistance, superior breathability and the ability to form unique patina with long-term wear. Every hide carries exclusive natural marks, making each finished bag one-of-a-kind. Corrected-grain leather:Corrected-grain leather is processed by lightly sanding top-grain leather to remove surface blemishes, then embossing uniform artificial grain patterns. It boasts consistent surface appearance, reliable durability and balanced cost performance, which is why most mid-to-high-end leather goods such as business briefcases adopt this material. Coated split leather :Coated split leather is produced by attaching a thin PU or PVC synthetic film to split leather and embossing artificial grain on the surface. Its basic composition is split leather substrate plus synthetic coating, serving as an affordable option with uniform visual effects. 3.Comparison Between Top-Grain Leather and Full-Grain Leather Many buyers confuse the logical relationship between top-grain and full-grain leather; the table below sorts out all core differences clearly: Comparison Item Top-Grain Leather Full-Grain Leather Definition Leather cut from the outermost grain layer of animal hide Premium subdivision of top-grain leather that fully retains natural grain surfaces Belongs to top-layer hide ✅ Yes ✅ Yes Retain original natural grain Not guaranteed ✅ Fully retains natural pores and grain patterns Surface finishing May include sanding, correction, embossing or heavy coating Minimal processing; only dyeing and light protective finishing Visual appearance Uniform texture, customizable artificial embossed patterns Natural grain variations; every hide panel is unique Durability Good Excellent, featuring the most intact natural fiber structure Breathability Fairly good Superior Softness Fluctuates based on finishing craft Gradually softens and develops natural patina with wear Longevity Lasts multiple years with routine care Remains functional for decades under consistent maintenance Price bracket Mid to high-end Premium tier with higher unit pricing SYNBERRY Manufacturing Insight: We always recommend full-grain leather for clients developing structured luxury handbags. Natural surface variations are not flaws, but distinctive features that endow each bag with irreplaceable unique value. Ⅱ. Match Leather Types to Different Handbag Styles Leather selection cannot rely solely on material cost. Different bag silhouettes and usage scenarios put forward distinct performance requirements for leather, so we summarize a targeted matching rule for buyers’ reference: Handbag Category Recommended Leather Grade Core Matching Advantages Luxury handbags / Premium women’s designer bags Full-grain leather Develops layered patina and elevates product value over time Business briefcases / Daily commuter totes Top-grain leather Maintains rigid silhouette, durable and cost-efficient Casual crossbody bags / Fashion-forward silhouettes Top-grain leather or split suede Supple touch, diverse styling and flexible design potential Fast-fashion bags / Promotional giveaway handbags Split leather Low production cost with consistent surface finish Travel duffels / Large luggage totes Full-grain or thick top-grain leather Highly abrasion-resistant and builds vintage character with wear Ⅲ. Daily Care Guidelines for Leather Handbags Standardized consumer care can greatly extend a leather bag’s service life. Well-maintained leather goods effectively boost customer satisfaction and build long-term brand loyalty, and you can print all the practical guidance below on product hang tags or custom care booklets. 1. Regular Daily Care Habits Wipe surface dust and light dirt with a soft dry cloth on a regular basis. When the bag is not in use, stuff its interior with acid-free tissue paper to fix the original shape and cover the whole bag with a dedicated dust bag for storage. Keep leather goods away from direct sunlight, heat sources and humid environments all the time. 2. Targeted Stain Removal Solutions For water stains, use a dry cloth to blot excess moisture immediately and place the bag in cool ventilated space for natural air-drying; never speed up drying with hair dryers or high-temperature heat sources. For oil stains, spread absorbent cornstarch evenly over stained areas, leave it overnight to absorb grease, then gently brush off residual starch the next morning. For split suede products, only use professional suede brushes for grooming and avoid direct water scrubbing at all costs. 3. Forbidden Improper Operations Do not rinse or submerge the entire leather bag in water. Do not accelerate drying through hair dryers, radiators or other heating equipment. Do not fill bags with newspaper, as printing ink will transfer onto leather under humid conditions and cause permanent stains. Ⅳ. Four Core Details to Confirm When Requesting Factory Quotations Many buyers only write "leather handbags" in quotation requests, which causes repeated sample revisions and wastes plenty of sampling time. Clearly confirming the following four key information can greatly improve OEM communication efficiency. 1. Clear Leather Grade State the exact leather material without vague general descriptions, including full-grain leather, top-grain leather or split leather. 2. Defined Leather Thickness Mark specific thickness data such as 0.8mm or 1.0mm, as this parameter directly affects the bag’s firmness, structural stability and hand touch. 3. Standard Color Reference Provide official Pantone color codes or physical color swatches for color matching. Physical swatches are far more accurate than digital pictures, since screen display deviation is the top cause of sample rework. SYNBERRY Insight: Our sample department can customize exclusive color swatches for clients within 5 to 7 working days. 4. Confirmed Surface Finishing Specify the surface finishing: Which embossed grain pattern is required (e.g., pebble grain, cross grain)? Matte or glossy finish? Ⅴ. Frequently Asked Questions (FAQ) Q1: How do I verify leather sample quality before mass production launches? A: You need to manually test the leather’s softness and hand feel, observe the density of internal fiber layers, and check the adhesion strength of surface coating. We suggest signing and archiving a complete reference sample set containing leather swatches, color panels and matching metal hardware, which will serve as the unified inspection standard for bulk production. Q2: Why do minor color discrepancies exist between pre-production samples and bulk goods? A: Leather is a natural raw material, so different hide batches absorb dye unevenly; fluctuations in ambient temperature and humidity will also change dye absorption effects. SYNBERRY archives standard color boards for every production batch and strictly controls color differences within commercially acceptable standards. Q3: As a brand owner, what supplier qualifications should I prioritize? A: Apart from factory scale and production capacity, focus on ISO 9001 quality management system certification and BSCI social compliance audit. These two credentials prove the factory meets international standards in quality control, labor protection and environmental compliance. Q4: How long does OEM leather handbag sampling normally take? A: Sample development takes 7 to 14 working days after design confirmation; customized embossing or complex structural designs will extend the cycle slightly. International sample shipping requires an extra 3 to 5 working days, and the exact timeline depends on product customization complexity. Q5: Besides traditional animal leather, are there eco-friendly innovative alternatives? A: Yes. Numerous mainstream brands adopt bio-based leather materials made from corn fiber, cork and pineapple leaf fiber. These sustainable materials have a lower carbon footprint, cater to the sustainable consumption trends of European and American markets, and create unique differentiated selling points for brands. Q6: How to handle a leather handbag soaked by rainwater? A: Immediately blot surface moisture with a clean white cotton cloth instead of hard rubbing, which will push water stains deep into leather fibers. Hang or lay the bag flat in cool ventilated space for full natural air-drying, and never use hot air blowers or direct sunlight to speed up the process. After complete drying, apply a thin layer of leather conditioning cream to nourish the hide. Q7: Can minor scratches on leather surfaces be repaired? A: Light scratches can be faded by gentle fingertip massage; friction heat activates natural leather oil to blur superficial abrasions. Deep scratches need professional leather recoloring cream for local touch-up. Remember to test the repair paste on the inconspicuous bag bottom to confirm color matching before processing front surfaces. Q8: Light-colored leather bags easily get stained. How to prevent and fix color transfer? A: Prevention is more effective than remediation. Avoid long-term contact between pale leather (white, beige, pink) and dark fabrics especially denim to prevent friction color bleeding, and spray dedicated anti-transfer protective spray for daily use. If color transfer occurs, wipe stained areas in gentle circular motions with leather cleaner and soft cloth right away; consult professional leather care stores if stains cannot be fully removed. Q9: How frequently should consumers maintain leather handbags? A: Care cycles depend on usage frequency. Daily commuter bags need full conditioning every 2 to 3 months, while occasionally used bags only require maintenance once every six months. A simple judgment standard: if light finger marks do not fade within several seconds after scratching, the leather lacks natural oil and needs immediate nourishing treatment. Regular maintenance can permanently preserve leather’s soft texture and subtle gloss. Ⅵ. Conclusion Choosing the right leather is a strategic business decision. The most expensive material is not always suitable for your brand, nor can the cheapest option guarantee market competitiveness. The core selection standard lies in matching leather with your brand positioning, target consumer groups and product usage scenarios. Picking proper leather only completes half of brand success, and the other critical part is guiding end customers to master standardized leather care methods. Even premium leather will turn dull, dry and cracked after years of neglect, while entry-grade leather can accompany customers for decades with consistent proper maintenance. This is why we elaborate on systematic care guidance above — brand reputation is often built through these small but vital customer experience details. With over 30 years of OEM handbag manufacturing experience, SYNBERRY provides full-cycle leather solutions for brand partners, covering professional material matching, custom sample development and stable mass production with balanced cost and quality control. We also design exclusive leather care cards, printed hang tags and simplified maintenance instructions tailored to each bag model, so customers can grasp correct protection methods at the moment of purchase. If you have finished product concepts or design sketches, send them to our technical team. We will provide free leather matching evaluation and cost estimation within 1 to 2 working days. Contact SYNBERRY today to discuss your leather handbag project, and we will help you source ideal leather materials and deliver reliable long-term care guidance for your bag collection. Author
VER MÁS
La ingeniería del panel trasero de las mochilas se refiere a un proceso sistemático de diseño y desarrollo centrado en la estructura, los materiales y el sistema de ventilación del panel trasero. Su objetivo es lograr el equilibrio óptimo entre tres factores esenciales de rendimiento: soporte, ajuste ergonómico y transpirabilidad.Una mochila puede tener telas de primera calidad, cremalleras suaves y un diseño atractivo, pero si el panel trasero resulta caluroso, rígido o se pega a la espalda, es poco probable que la vuelvan a usar. En el uso diario, el panel trasero es la primera parte de la mochila que los usuarios experimentan. De él depende si la mochila se siente ligera o pesada, transpirable o sudorosa, cómoda o incómoda. Por eso, algunas mochilas son elogiadas por su comodidad durante todo el día, mientras que otras provocan dolor de hombros y espalda tras solo 20 minutos de uso.Crear un panel trasero excelente no es tarea fácil. Un panel trasero diseñado para ofrecer mayor soporte suele volverse más rígido y menos transpirable. Por otro lado, priorizar la ventilación puede comprometer fácilmente el soporte estructural, provocando que el panel trasero se deforme o colapse durante un uso prolongado con carga. Solo mediante el perfeccionamiento constante de las configuraciones estructurales, las combinaciones de materiales y la construcción de capas, los fabricantes pueden desarrollar un panel trasero que ofrezca una experiencia de transporte equilibrada.Como fabricante de mochilas OEM/ODM con más de 30 años de experiencia, siempre hemos considerado el diseño del panel trasero como uno de los aspectos más importantes en el desarrollo de mochilas. Al perfeccionar continuamente nuestras soluciones en torno a las tres funciones principales —soporte, transpirabilidad y ajuste ergonómico— ayudamos a las marcas a crear mochilas que ofrecen comodidad comprobada, rendimiento fiable y comentarios positivos constantes por parte de los usuarios. Tabla de contenido¿Qué es un panel trasero de mochila?Las tres dimensiones técnicas fundamentales de la ingeniería de paneles traserosTipos de estructuras de paneles traseros de mochilasCómo seleccionar materiales de espuma para los paneles traseros de las mochilasCómo seleccionar los materiales de la capa de contactoCómo los canales de aire mejoran el rendimiento del panel posteriorCaso práctico: Arquitecturas típicas de sistemas de paneles traserosDel diseño a la producción en masa: Aspectos esenciales del control de calidad para sistemas de paneles traserosServicios que ofrecemos a nuestros clientes OEMPreguntas frecuentes (FAQ) 1. ¿Qué es el panel trasero de una mochila?El panel trasero de una mochila es la capa estructural que se apoya en la espalda del usuario, situada entre este y el contenido de la mochila. Determina cómo se distribuye la carga en la espalda, cómo se disipa el calor y la estabilidad de la mochila durante el movimiento.Si el panel trasero está mal diseñado, los usuarios pueden sentir los bordes afilados de una computadora portátil o las esquinas duras de los libros presionando su espalda. El calor y el sudor pueden acumularse rápidamente, provocando una sensación de calor e incomodidad en la espalda, mientras que las correas para los hombros pueden comenzar a clavarse en ellos, reduciendo la comodidad general al transportar la mochila. 2. Las tres dimensiones técnicas fundamentales de la ingeniería de paneles traseros 2.1 Soporte: De la presión concentrada a la distribución uniforme de la cargaLa espalda humana no es plana. La columna vertebral sobresale, los omóplatos se extienden hacia afuera y la zona lumbar se curva hacia adentro. Al cargar peso, cualquier objeto rígido dentro de la mochila —como la esquina de una computadora portátil, la tapa dura de un libro o una batería externa— puede generar puntos de presión concentrados en la espalda del usuario.La principal función de ingeniería del panel trasero de una mochila es transformar estos puntos de presión concentrados en una presión superficial uniformemente distribuida mediante la deformación elástica de las capas de espuma. Esto mejora significativamente la comodidad al transportarla, ya que reduce la tensión localizada en la espalda.Un concepto clave en este caso es la curva de compresión de la espuma. Una espuma ideal para el panel trasero debe permanecer suave y adaptarse cómodamente a la espalda del usuario bajo cargas ligeras, volverse gradualmente más firme para brindar soporte estructural bajo cargas medias y conservar un grosor suficiente bajo cargas pesadas sin llegar a comprimirse por completo.Para lograr este rendimiento, normalmente se requiere una construcción de espuma multicapa en lugar de una sola pieza gruesa. Un enfoque de ingeniería común consiste en combinar una capa exterior de espuma de baja densidad para mayor suavidad y comodidad con una capa interior de espuma de alta densidad para soporte estructural, lo que permite que el panel trasero ofrezca amortiguación y estabilidad en diferentes condiciones de carga. 2.2 Ajuste ergonómico: El secreto para una mochila estableEl segundo objetivo de ingeniería del panel trasero de una mochila es resistir la torsión y la tracción hacia atrás. Al caminar, girar o subir escaleras, la inercia de los objetos dentro de la mochila genera movimiento y fuerzas de desplazamiento. Si el panel trasero es demasiado blando, la mochila tiende a ceder hacia atrás y hacia abajo, lo que obliga a las correas de los hombros a soportar una tensión adicional y, en última instancia, provoca fatiga en los hombros.Un panel trasero bien diseñado debe ofrecer la rigidez necesaria en el plano. Debe mantenerse suave y acolchado en la dirección vertical para absorber la presión, a la vez que conserva su forma y resiste la deformación en la dirección horizontal. Este equilibrio contribuye a que la mochila se mantenga estable contra la espalda del usuario, minimizando los movimientos indeseados y mejorando la comodidad al transportarla. 2.3 Transpirabilidad: El flujo de aire es más que simplemente hacer unas cuantas ranuras.La espalda es una de las principales áreas del cuerpo para la disipación del calor. Cuando el panel trasero de una mochila se ajusta completamente a la espalda del usuario, crea una microclima En la superficie de contacto, donde la temperatura aumenta, la humedad se satura y la circulación del aire se detiene. El verdadero propósito del diseño de un canal de flujo de aire no es simplemente darle un aspecto más tecnológico al panel posterior, sino establecer una vía continua para el intercambio de aire.Sin embargo, los canales de flujo de aire tienen una característica contraintuitiva: La profundidad importa más que la anchura. Los canales poco profundos (2-3 mm) se comprimen casi por completo bajo carga, lo que provoca que pierdan su función de ventilación. Por el contrario, los canales más profundos (5-8 mm), combinados con nervaduras elevadas estructuradas, pueden permanecer abiertos incluso bajo cargas pesadas, manteniendo un flujo de aire eficaz.Esto explica por qué muchas mochilas que aparentemente cuentan con canales de ventilación siguen resultando calurosas y provocan sudoración durante su uso real: los canales de flujo de aire han fallado desde un punto de vista de ingeniería.Entonces, ¿cómo se pueden lograr estos tres objetivos técnicos (sujeción, ajuste ergonómico y transpirabilidad) en un solo panel trasero?En las siguientes secciones, desglosaremos uno por uno los elementos clave de la ingeniería de paneles traseros, abarcando diseños estructurales, selección de materiales y construcción de canales de flujo de aire, para ayudarte a comprender los detalles técnicos que hay detrás de la construcción de un panel trasero de mochila de alto rendimiento. 3. Tipos de estructuras de paneles traseros de mochilasBasándonos en las tres dimensiones técnicas analizadas anteriormente, los paneles traseros de las mochilas disponibles en el mercado generalmente se pueden clasificar en cuatro arquetipos estructurales:Tipo de estructuraCaracterísticas principalesGestión de la presiónGestión del calor y la humedadEstabilidad dinámicaAplicaciones típicasPanel trasero plano acolchadoEspuma de una sola capa con revestimiento de tela.BásicoPobreDébilMochilas ligeras, mochilas infantilesPanel trasero de espuma ranuradaCanales de ventilación moldeados o talladosBienModeradoModeradoMochilas para el día a día, mochilas escolaresPanel trasero de soporte por zonasEspuma de densidad múltiple con soporte zonalExcelenteBienBienMochilas de viaje, mochilas para portátilesPanel trasero con marco suspendidoMalla tensada con marco rígidoBienExcelenteExcelenteMochilas para actividades al aire libre, mochilas de senderismoRecomendaciones de selección: Lo más caro no siempre significa mejor: la elección correcta depende del uso previsto.Mochilas ligeras y mochilas infantiles generalmente transportan cargas relativamente ligeras, por lo que una panel trasero plano acolchado Es suficiente para cumplir con los requisitos de rendimiento. Este diseño también ayuda a controlar los costos de fabricación, evitando componentes estructurales innecesarios que añadirían peso extra a la mochila.Mochilas para ir al trabajo o a la escuela (uso diario) requieren un nivel equilibrado de soporte y transpirabilidad. panel trasero de espuma ranurada Ofrece el mejor equilibrio entre rendimiento y coste, lo que la convierte en la solución más rentable para estas aplicaciones.Mochilas de viaje para portátiles Suelen estar diseñadas para transportar uno o dos portátiles junto con otros artículos esenciales del día a día, lo que resulta en cargas totales más elevadas. panel trasero de soporte zonificado Gracias a su espuma de densidad múltiple, se adapta mejor a los contornos naturales de la espalda del usuario, distribuye la presión de manera más uniforme y mejora la comodidad al transportar cargas más pesadas.Las mochilas de senderismo al aire libre suelen estar diseñadas para transportar cargas de larga distancia y a menudo soportan cargas que superan 10 kg (22 libras)Estas mochilas exigen los más altos niveles de transpirabilidad y estabilidad dinámica. Solo una panel trasero con marco suspendido Puede mantener un canal de ventilación abierto bajo cargas pesadas, al tiempo que utiliza una estructura interna rígida para transferir el peso de manera eficiente a las caderas y la cintura, reduciendo significativamente la carga sobre los hombros y la espalda. 4. Selección de materiales de espuma para los paneles traseros de las mochilasEn ingeniería de paneles traseros, La selección de materiales no consiste en elegir un solo material, sino en diseñar un sistema multicapa en el que diferentes materiales trabajen juntos para lograr el rendimiento deseado. A continuación se presentan los materiales principales utilizados en los sistemas de paneles traseros modernos. y sus respectivas funciones de ingeniería. 4.1 EVA (Etileno-acetato de vinilo)FunciónCapa de soporte estructuralCaracterísticasEstructura de celda cerrada, resistente al agua, termoformable, excelente retención de la forma y rápida recuperación.Parámetros clave: Densidad (35–60 kg/m³); Dureza (Asker C 25–65)Consideraciones de ingenieríaCuando la densidad cae por debajo de 30 kg/m³, es más probable que el material presente una deformación permanente por compresión excesiva tras un uso prolongado. Por el contrario, las densidades superiores a 60 kg/m³ hacen que la espuma sea demasiado rígida, lo que reduce significativamente su capacidad de amortiguación. 4.2 Espuma de poliuretano (PU)FunciónCapa de amortiguación para mayor comodidadCaracterísticasEstructura de celda abierta, suave y resistente, con un tacto de primera calidad.Riesgo potencialLa espuma de poliuretano de baja calidad tiene una alta deformación permanente por compresión, lo que significa que es propensa a la deformación permanente y puede colapsar notablemente después de solo 2 a 3 meses de uso regular.Consideraciones de ingenieríaLa espuma de poliuretano (PU) debe combinarse con una capa de soporte estructural de EVA para lograr el equilibrio óptimo entre la capacidad de carga y la comodidad de transporte a largo plazo. 4.3 NeoprenoFunciónCapa de confort premium / capa amortiguadoraCaracterísticasEstructura de celda cerrada, resistente al agua, suave y altamente elástica con excelente capacidad de rebote.Limitaciones: Retiene el calor de forma natural, lo que provoca una escasa transpirabilidad cuando se utiliza como superficie de contacto plana.Consideraciones de ingenieríaEl neopreno siempre debe combinarse con canales de ventilación y malla transpirable. Se recomienda usarlo como capa de contacto para mayor comodidad, en lugar de como capa de soporte estructural. 5. Selección de materiales para la capa de contactoLas capas de espuma y las estructuras de canales de flujo de aire resuelven los problemas de soporte y ventilación. Sin embargo, la interfaz directa entre el panel trasero de la mochila y la piel del usuario... capa de contacto—determina si el sudor se puede evacuar rápidamente, si la fricción sigue siendo cómoda y si el material desarrollará bolitas o deformación después de un uso prolongado.Elegir la capa de contacto incorrecta puede comprometer todos los esfuerzos de ingeniería invertidos en las etapas anteriores.Tipo de materialCaracterísticas principalesPeso/espesor recomendadoAplicaciones adecuadasMalla espaciadora 3D (tejido de malla tipo sándwich)Dos capas de tejido de malla conectadas por estructuras verticales de monofilamento, que proporcionan transporte de humedad, control del sudor, absorción de impactos y transpirabilidad.250–700 g/m², espesor: 2–8 mmLa opción universal preferida, que abarca más del 90% de las categorías de mochilas.Tejido ojo de pájaro / Malla de punto por urdimbreLigero, transpirable y económico.120–180 g/m²Mochilas y bolsos ligeros e informales diseñados para uso estival a corto plazo.Mismo tejido que el cuerpo principal de la mochila.Crea un estilo visual coherente y mantiene la identidad de la marca.Basado en las especificaciones del tejido del cuerpo de la mochila.Mochilas y diseños orientados a la moda que enfatizan la integración estética general. Recomendaciones prácticas:Para mochilas funcionales, priorice la malla espaciadora 3D. (con un peso de ≥350 g/m²Los materiales de malla dentro de este rango de peso pueden mantener un espacio tridimensional suficiente y evitar que el panel trasero se colapse directamente contra la espalda del usuario bajo carga. Esto garantiza que la gestión de la humedad y el rendimiento de amortiguación cumplan con los requisitos para el transporte diario de larga duración.Para mochilas informales ligerasEl tejido de ojo de pájaro es una opción adecuada. Proporciona suficiente transpirabilidad a la vez que ayuda a controlar tanto los costes de fabricación como el peso total de la mochila.Para mochilas orientadas a la moda que enfatizan un estilo de diseño general consistente.El tejido principal puede utilizarse directamente como capa de contacto. En este caso, se recomienda seleccionar tejidos con estructuras transpirables para evitar comprometer excesivamente la experiencia del usuario. 6. Cómo los canales de aire mejoran el rendimiento del panel posterior 6.1 ¿Qué son los canales de ventilación en el panel trasero de una mochila?Los canales de ventilación no son simples ranuras decorativas. Son vías de flujo de aire cuidadosamente diseñadas para reducir la acumulación de sudor, disminuir la temperatura de la piel y mantener la circulación del aire incluso cuando la mochila lleva una carga pesada.Existen dos tipos de mecanismos de flujo de aire:Flujo de aire pasivo: Generado a través de los movimientos al caminar y la convección natural del calor corporal.flujo de aire de liberación de presiónCuando cambia la carga, el aire comprimido es expulsado a través de los conductos y vuelve a entrar en el sistema cuando se libera la presión. 6.2 Estructuras básicas de los canales de flujo de aireTipo de canalDescripciónNivel de rendimientoRanuras verticalesCanales de flujo de aire verticales rectosBienRanuras horizontalesVías de flujo de aire lateralesModeradoCanal de alivio para la columna vertebralEspacio central diseñado para aliviar la presión a lo largo de la columna vertebral.Muy bienEstructura de nervaduras multizonaNervaduras de espuma elevadas combinadas con ranuras de ventilación abiertas.ExcelentePara la mayoría de los proyectos OEM comerciales, un Canal de alivio de la columna vertebral combinado con canales de flujo de aire laterales. Puede ofrecer un rendimiento sólido sin generar costes de fabricación excesivos. 6.3 El "punto crítico" de la profundidad del canal de aireLos conductos de aire no son simplemente mejores cuando son más profundos. Deben superar una cierta profundidad crítica para mantener su función de ventilación bajo carga. Basado en datos de pruebas de carga:Rango de cargaProfundidad mínima efectiva del canal de aireProfundidad recomendada del canal de aire3–5 kg3 mm4–5 mm5–8 kg4 mm5–6 mm8–12 kg5 mm6–8 mm12 kg+6 mm8–12 mm 7. Estudio de caso: Arquitectura por capas de un sistema de panel trasero para mochilaEl panel trasero de una mochila no es una sola pieza de material, sino un sistema multicapa donde diferentes componentes trabajan en conjunto. A continuación, se muestra una estructura típica de capas para una mochila de viaje:Capa 1 (Capa de contacto con la piel):Malla espaciadora 3D, 5 mm de espesor, 450 g/m²↓ Función:Transporte de humedad, reducción de la fricción en la piel y mantenimiento de canales de flujo de aire abiertos.Capa 2 (Capa de confort):Espuma de poliuretano de 3 mm, densidad: 30 kg/m³↓ Función:Proporciona una sensación táctil suave y distribuye la presión de forma localizada.Capa 3 (Capa de estructura de flujo de aire):EVA de 8 mm, densidad: 45 kg/m³, con nervaduras elevadas moldeadas y canales de ventilación.↓ Función:Crea vías de flujo de aire y proporciona el soporte estructural principal.Capa 4 (Capa base del panel posterior):Tejido de forro o material compuesto↓ Función:Protege las capas de espuma y proporciona una conexión estable con el tejido principal de la mochila mediante la confección de costuras.Intercambio de experiencias de fabricación:El apilamiento multicapa no consiste simplemente en unir diferentes materiales en secuencia. El proceso de laminación entre cada capa afecta directamente a la experiencia de transporte final.Para los paneles traseros con soporte zonificado de densidad múltiple, es fundamental controlar cuidadosamente de antemano la posición y alineación de los componentes de espuma de diferentes densidades. Esto ayuda a prevenir desplazamientos y deformaciones tras el moldeo, asegurando que cada zona de soporte se corresponda con precisión con las distintas áreas de distribución de presión de la espalda. 8. Del diseño a la producción en masa: Aspectos esenciales del control de calidad para sistemas de paneles posteriores 8.1 Etapa de aprobación de la muestra de preproducciónPruebas de densidad de espuma:Para garantizar la coherencia con los requisitos de diseño, compruebe que la dureza y el grosor de la espuma se encuentren dentro de un margen de ±5% de los valores objetivo especificados.Medición de la profundidad del canal de aire:Compruebe la profundidad del canal de aire sin carga para verificar la uniformidad del moldeo. A continuación, realice pruebas de carga para medir la profundidad de trabajo efectiva bajo presión, asegurándose de que los canales mantengan la profundidad efectiva mínima requerida según las normas de rendimiento.Prueba de carga general:Durante la fase de aprobación de muestras, las mochilas deben ser probadas por usuarios con diferentes complexiones mientras transportan cargas realistas. El objetivo es simular situaciones de uso cotidiano e identificar posibles problemas, como puntos de presión concentrados, incomodidad o un ajuste inadecuado.Si se detecta algún problema de comodidad o rendimiento, se deben realizar ajustes de inmediato en la distribución de la densidad de la espuma o en el diseño estructural. Solo después de que la muestra aprobada cumpla plenamente con los requisitos de diseño, se podrá proceder a la producción en masa. 8.2 Etapa de producción en masaDurante la producción en masa, todos los parámetros confirmados durante la etapa de aprobación de la muestra previa a la producción deben implementarse estrictamente, realizándose inspecciones por lotes para garantizar una calidad uniforme.Lo primero es la inspección del material entrante.Para cada lote de materiales de espuma recibidos, se debe verificar la dureza y el espesor para garantizar la uniformidad. Esto evita variaciones de calidad en la producción en masa causadas por diferencias entre lotes de material. Los materiales de la capa de contacto también deben muestrearse aleatoriamente para inspeccionar su peso y espesor y confirmar que cumplen con las especificaciones requeridas.En segundo lugar, está la inspección del proceso de moldeo.Los fabricantes están obligados a realizar inspecciones completas del proceso a lo largo de toda la producción para garantizar que cada paso de la fabricación cumpla con los requisitos del proceso establecidos.Finalmente, se realiza la inspección final y el muestreo del producto terminado.Según el estándar AQL 1.5/4.0, se seleccionan muestras al azar de mochilas cosidas terminadas para una inspección de apariencia y funcionamiento, que incluye:Planitud general del panel traseroConsistencia de la profundidad del canal de flujo de aireResistencia de la unión entre diferentes capas, incluyendo si existen problemas como deslaminación, fallo del adhesivo o desplazamiento de capas.Además, se deben realizar pruebas de carga en muestras seleccionadas para confirmar que el panel posterior no sufra colapsos significativos, pérdida de capacidad de soporte u otras fallas estructurales bajo condiciones de carga prolongadas. Esto ayuda a evitar que productos defectuosos lleguen al mercado. 8.3 Lista de verificación de parámetros recomendados para pedidos OEMCategoría de parámetroArtículos específicosEspecificaciones de la espumaTipo de material, grosor, densidad, dureza, colorEspecificaciones del canal de airePatrón de disposición, profundidad, anchura, espaciado de las nervaduras elevadas, método de moldeoEspecificaciones de la mallaGrosor, peso (GSM), composición de la fibra, color, si se aplica tratamiento antipilling.Proceso de laminaciónMétodo de unión, tipo de adhesivo 9. Servicios que ofrecemos a clientes OEMSYNBERRY se especializa en la investigación y el desarrollo sistemáticos de la ingeniería de paneles traseros para mochilas. Aprovechando más de 30 años de experiencia técnica acumulada en la fabricación de mochilas, brindamos soporte técnico integral durante todo el proceso de desarrollo para clientes de marcas con diferentes posicionamientos y escenarios de aplicación.Desarrollo de bajo MOQ (normalmente a partir de 300-500 unidades, dependiendo de la complejidad del diseño de la mochila)Consulta gratuita sobre diseño estructuralSelección de densidad de espuma personalizadaDesarrollo de moldes de canales de aireMuestreo rápido (normalmente entre 7 y 15 días)Muestras comparativas con diferentes niveles de comodidadControl de consistencia en la producción en masaSi tiene algún requisito personalizado para el panel trasero de la mochila, no dude en contactarnos. Contáctanos Puede contactarnos en cualquier momento para hablar sobre los detalles específicos de su proyecto. Preguntas frecuentesP1: ¿Una espuma más gruesa en el panel trasero siempre proporciona mayor comodidad?R: No necesariamente. Una espuma demasiado gruesa puede aumentar el peso y el volumen de la mochila, y si la densidad no es la adecuada, una espuma más gruesa puede ser más propensa a colapsar. La clave reside en el diseño coordinado del grosor, la densidad y los canales de ventilación de la espuma. P2: ¿Por qué la muestra resulta cómoda al usarla, pero las mochilas producidas en masa se sienten demasiado rígidas?A: Las causas más comunes son las variaciones en la dureza de la espuma o las inconsistencias en el proceso de laminación. Es importante asegurarse de que la dureza de la espuma se mantenga dentro del rango de tolerancia especificado y realizar pruebas de compresión durante la etapa de aprobación de la muestra de preproducción. P3: ¿Son adecuados los paneles traseros de neopreno para su uso en verano?A: Los paneles traseros de neopreno plano puro no son ideales para usar en verano, ya que el neopreno retiene el calor de forma natural. Sin embargo, al combinarlos con una capa de soporte de EVA, canales de ventilación transpirables y malla 3D, los paneles traseros de neopreno pueden proporcionar una experiencia de transporte cómoda durante el verano. P4: ¿Qué profundidad deben tener los canales de flujo de aire para que funcionen eficazmente?A: Para mochilas de uso diario (carga de 5 a 8 kg), se recomienda una profundidad de 5 a 6 mm. Para mochilas de viaje (carga de 8 a 12 kg), se recomienda de 6 a 8 mm. Para mochilas de exterior (carga de más de 12 kg), se recomienda de 8 a 12 mm.El requisito fundamental es que, tras las pruebas de carga, la profundidad restante del canal de flujo de aire efectivo no sea inferior al 70 % de la profundidad original. P5: ¿Cómo se debe seleccionar el GSM de la malla 3D?A:Mochilas escolares: 250–350 g/m²Mochilas de viaje: 350–500 g/m²Mochilas para actividades al aire libre/deportivas: 500–700 g/m²Un material de malla con un peso insuficiente puede estirarse y deformarse con el tiempo, lo que provoca que los canales de flujo de aire pierdan eficacia durante un uso prolongado. P6: ¿Cuánto influye el diseño del panel trasero en el coste total de la mochila?R: Sí, afecta al coste. Sin embargo, al optimizar la profundidad del canal de flujo de aire y el diseño estructural, en lugar de simplemente aumentar el grosor del material, los fabricantes pueden lograr mejoras significativas en la comodidad de transporte manteniendo un control de costes razonable. Autor
VER MÁS
En el sector de la fabricación de bolsos de moda personalizados OEM y ODM, la selección de materiales es el factor clave que determina la textura, la durabilidad, el precio y el posicionamiento de la marca. En comparación con la silueta y los detalles de la confección, el material textil influye directamente en la primera impresión táctil del consumidor y en la reputación a largo plazo del producto, además de ser un elemento fundamental para que las marcas logren la diferenciación de sus productos. En Synberry, fabricante de bolsos con tres décadas de experiencia en la producción de bolsos personalizados de gama media y alta para clientes internacionales, hemos colaborado con marcas de moda y estudios de diseño en más de 30 países. Contamos con una amplia experiencia en la selección de materiales, la implementación de procesos, las pruebas de conformidad y la producción en masa. Esta guía, que incorpora las últimas tendencias del sector para 2026, analiza sistemáticamente las ventajas, desventajas, escenarios de aplicación y posibles problemas de tres materiales de cuero para bolsos de uso común, desde cuatro perspectivas: rendimiento, diseño, sostenibilidad ambiental y posicionamiento de marca. Ofrece un estándar de selección de materiales listo para usar para compradores internacionales. Tabla de contenido :Análisis de las categorías de materiales de cueroRecomendaciones para la selección de materiales para bolsos de cuero en 2026Tres tendencias clave en materiales para bolsos de moda en 2026Preguntas frecuentesConclusión I. Análisis de las categorías de materiales de cuero 1. Piel natural: Un clásico atemporal para bolsos de alta gama.Con su singular veta natural, tacto suave y cálido, y una pátina que se desarrolla con el tiempo, el cuero natural sigue siendo el material predilecto para bolsos de lujo y de gama media-alta. Su estructura de fibra natural ofrece transpirabilidad, resistencia y una textura de envejecimiento única que ninguna alternativa sintética puede replicar.En función de las demandas segmentadas del mercado en 2026, el cuero natural se divide en tres subcategorías adaptadas a diferentes niveles de líneas de productos premium: 1.1 Piel plena flor – Estándar de lujo de primera categoríaEl cuero de plena flor conserva la capa superior de fibras de la piel cruda sin lijado excesivo ni recubrimientos gruesos. Presenta una veta natural tridimensional, una transpirabilidad superior, una resistencia excepcional a las arrugas y a la abrasión. Con el uso prolongado, desarrolla una pátina natural translúcida y delicada que realza su estética con el tiempo. Es el material exclusivo de los diseños emblemáticos de casas de lujo como Hermès y Loewe, lo que posiciona sus productos como piezas de alto valor, atemporales y de colección. 1.2 Cuero de grano corregido: una opción rentable de gama media a alta.Las imperfecciones superficiales del cuero crudo se corrigen mediante un lijado de precisión y un recubrimiento uniforme, lo que da como resultado una apariencia consistente y una calidad estable en todos los lotes de producción. Si bien se reduce la textura natural del grano, el rendimiento del material mejora significativamente, logrando un equilibrio entre calidad y costo. Se consolida como el material predominante para las marcas de lujo de gama media-alta de 2026, los productos más vendidos y los bolsos de lujo para el uso diario. 1.3 Cuero dividido: material de transición de lujo de nivel básicoEl cuero serraje, obtenido de la capa inferior de fibra de la piel cruda, requiere laminación o refuerzo mediante recubrimiento. Si bien ofrece bajos costos y flexibilidad de moldeo, presenta menor resistencia, transpirabilidad y durabilidad. Es adecuado únicamente para artículos de lujo de gama de entrada, tendencias de ciclo corto y colecciones de prueba de marca, ideal para marcas emergentes que buscan minimizar los costos iniciales de desarrollo. 2. Piel sintética de microfibra: Material clave para la moda rápida y las líneas de gama media en 2026.Poliuretano (PU) El cuero sintético es el material más utilizado en la producción masiva de bolsos a nivel mundial, y la opción principal para las colecciones de tendencia de gama media, la moda rápida y las series de diseñadores juveniles en 2026. En comparación con el cuero natural, el poliuretano (PU) ofrece costos estables, una amplia gama de colores y una calidad superficial uniforme, lo que se adapta perfectamente a la rotación trimestral de tendencias y a las demandas de envíos transfronterizos a gran escala.El cuero sintético de microfibra de alta densidad se ha convertido en el nuevo referente de la industria, superando al cuero sintético convencional de baja calidad con las siguientes ventajas clave:ActuaciónFabricado con sustratos de fibra ultrafina, este material ofrece una mayor adherencia del recubrimiento, una resistencia al agrietamiento notablemente mejorada, un rendimiento antienvejecimiento superior y una mayor tolerancia a las arrugas. Su vida útil es muy similar a la del cuero genuino de gama media, solucionando por completo los problemas típicos del poliuretano, como el desprendimiento, la delaminación y la fragilidad.DiseñoEl poliuretano de microfibra ofrece una flexibilidad de moldeo excepcional, acabados personalizables que incluyen texturas mate, brillante, nacarada, metálica, degradada y de gamuza, además de una amplia gama de colores. Se adapta rápidamente a las tendencias de la moda global y brinda a los diseñadores una gran libertad creativa.Cumplimiento y normas medioambientalesLa supervisión regulatoria transfronteriza se intensificará en 2026. El Reglamento REACH de la UE impone límites estrictos a los residuos de disolvente DMF en el poliuretano (PU), mientras que la CPSC de EE. UU. restringe el contenido de ftalatos. Los productos que no cumplan con la normativa se enfrentan a la retención en aduanas y a la exclusión de las plataformas de venta. Synberry realiza pruebas de conformidad con terceros para todos los lotes de material de PU que recibe, ofreciendo soluciones de materiales que cumplen con la normativa y que se adaptan a las necesidades de cada mercado para garantizar ventas internacionales sin contratiempos. 3. Cuero sostenible de origen vegetal: una dirección clave para la moda circular.Elaborado a partir de residuos agrícolas y fibras vegetales naturales, el cuero sostenible de origen vegetal elimina los inconvenientes del agotamiento de recursos propios del cuero tradicional. Gracias a sus características de baja huella de carbono, reciclabilidad y respeto al medio ambiente, se convierte en el material principal para marcas con enfoque ESG, pioneros ambientales y colecciones de diseñadores de alta gama. Synberry incorpora cuatro tipos de cuero vegetal de uso común en su catálogo habitual de materiales, apoyando plenamente el desarrollo sostenible de bolsos personalizados: 3.1 Piñatex (Piel de Piña)Fabricado a partir de fibras de hojas de piña desechadas, no requiere tierras de cultivo ni recursos hídricos adicionales, lo que permite el reciclaje de residuos agrícolas. Presenta una textura fibrosa mate inherente, buena transpirabilidad y una estética natural minimalista, ideal para bolsos de lujo ecológicos y artísticos para exteriores. 3.2 Desserto (Cuero de cactus)Elaborado a partir de hojas de cactus naturales, su producción no consume agua de riego ni genera contaminación, con una gran capacidad de captura de carbono. Ofrece un tacto suave y delicado, alta resistencia y durabilidad, con una textura prácticamente idéntica a la de la piel de becerro. Es el material vegetal de mayor madurez comercial, ideal para líneas de lujo de alta gama. 3.3 Cuero de manzanaProducido a partir del orujo de manzana residual tras la extracción del zumo, cada metro de este material reduce 12 kg de emisiones de dióxido de carbono, ofreciendo un potente valor narrativo para marcas ecológicas. Su dureza moderada y su excelente rendimiento en grabado e impresión permiten un moldeado flexible, ideal para bolsos de moda sostenibles, juveniles, modernos y minimalistas. 3.4 Mylo (Cuero de micelio de hongo)Cultivado a partir de micelio de hongos en laboratorio, ofrece una suavidad extrema y una elasticidad superior, replicando la textura del ante de alta gama para lograr una estética exclusiva y sofisticada. Se utiliza principalmente en ediciones limitadas de diseñadores y colecciones de lujo de alta gama. Recordatorio de Synberry: Si bien el cuero de origen vegetal destaca por su sostenibilidad, la impermeabilidad y la resistencia a la abrasión a largo plazo de algunas variantes aún se encuentran en proceso de mejora continua. Seleccionamos los materiales con precisión según el uso previsto del producto y recomendamos a las marcas estandarizar el etiquetado y las instrucciones de cuidado para generar expectativas razonables en el consumidor y evitar reclamaciones posteriores a la venta. II. Recomendaciones para la selección de materiales para bolsos de cuero en 2026La tabla comparativa que aparece a continuación evalúa el cuero natural, el cuero sintético de poliuretano de primera calidad y el cuero de origen vegetal en cinco dimensiones: rendimiento, diseño, sostenibilidad, complejidad de cumplimiento normativo y posicionamiento de marca, proporcionando información útil para el desarrollo de productos: Dimensión de comparaciónCuero naturalPiel sintética de alta calidadCuero de origen vegetalActuaciónExcelente, desarrolla una pátina única con los años.Bueno; el rendimiento de la microfibra de PU se acerca al del cuero genuino.Optimización en curso; las métricas de rendimiento parciales siguen mejorando.Flexibilidad de diseñoModerado; limitado por la variación natural del grano.Extremadamente alta; personalización ilimitada de color y textura.Moderado, con tendencia hacia un estilo minimalista natural.Credenciales de sostenibilidadMedio; se basa en procesos de curtido conformes a la normativa.Bajo, sin elegibilidad para etiqueta ecológicaPunto de venta sostenible excepcional y sobresalienteComplejidad del cumplimientoMedio, se centra en la certificación de bronceadoRequisitos de control químico elevados y estrictosRiesgos de cumplimiento transfronterizo bajos y mínimosPosicionamiento de marcaLíneas de lujo clásicas de alta gama y que conservan su valor.Moda rápida y colecciones de tendencias de gama mediaPioneros con conciencia ecológica y marcas de diseño especializadas III. Tres tendencias clave en materiales para bolsos de moda en 2026Basándose en los datos de I+D de materiales de Synberry y en las perspectivas de la industria de la moda global, tres tendencias definitivas en materiales darán forma al diseño de bolsos en 2026, sirviendo como herramientas clave de diferenciación para las marcas: 1. Construcción híbrida multimaterialLos materiales individuales rara vez logran un equilibrio perfecto entre estética, funcionalidad, resistencia al desgaste y precio, por lo que el diseño multimaterial compuesto se ha convertido en el estándar para los modelos más vendidos. La fórmula predominante en la industria consiste en: piel vegetal para el cuerpo del bolso, con el fin de realzar la identidad ecológica de la marca; y microfibra de poliuretano resistente al desgaste para los puntos de mayor tensión y la base, para aumentar la practicidad.RPET El forro también puede ser una excelente opción para mejorar la sostenibilidad general del bolso. 2. Materiales funcionales inteligentes Los bolsos de moda integran a la perfección la funcionalidad técnica. Bloqueo de señal RFID El forro protector, el forro con aislamiento térmico y los tejidos antibacterianos se perfilan como mejoras clave para los bolsos de moda funcionales en 2026. Al transformar los bolsos de mano, que antes eran meros accesorios decorativos, en artículos multiusos que ofrecen protección, comodidad y utilidad, se adaptan a diversos escenarios cotidianos para los consumidores más jóvenes. 3. Cadenas de suministro transparentes y certificaciones estandarizadas Los consumidores internacionales y las plataformas de comercio electrónico exigen cada vez más trazabilidad de los materiales, fabricación sostenible y certificados de conformidad. Los productos con certificación GRS, REACH y otras normas gozan de mayor confianza por parte de los consumidores, mejores índices de aprobación en las plataformas y mayores márgenes de beneficio. Las cadenas de suministro transparentes y conformes a la normativa se han convertido en ventajas competitivas clave para las marcas que se expanden a mercados internacionales. IV. Preguntas frecuentes (FAQ) P1: ¿Se puede reciclar el cuero sintético (PU)?A: La tecnología actual no permite reciclar la capa de recubrimiento de PU, aunque el tejido base puede estar compuesto al 100 % de rPET. La proporción total reciclable del cuero PU oscila entre el 40 % y el 58 %, de ahí el término "rPET PU", ampliamente utilizado para las variantes de PU reciclado. P2: ¿Cuál es la diferencia de durabilidad entre la microfibra de poliuretano y el cuero genuino?A: Gracias a la tecnología de producción en masa de 2026, el poliuretano de microfibra de alta densidad ofrece una durabilidad prácticamente equivalente a la del cuero natural de gama baja a media. Su sustrato de fibra ultrafina mejora drásticamente la adherencia del recubrimiento, la resistencia al agrietamiento y la tolerancia a las arrugas, eliminando los defectos principales del poliuretano tradicional, como el desprendimiento, la delaminación y la fragilidad. Sin embargo, persisten diferencias fundamentales con respecto al cuero natural de primera calidad en cuanto a transpirabilidad, pátina y conservación del valor de reventa a largo plazo. P3: ¿Qué normas de conformidad deben cumplir los materiales de los bolsos para su exportación a Europa y Norteamérica?A: Se aplican tres requisitos básicos de cumplimiento:1. El Reglamento REACH de la UE limita los residuos de disolvente DMF en el poliuretano; la CPSC de EE. UU. impone restricciones al contenido de ftalatos.2. Se recomienda adquirir el cuero natural en curtidurías con certificación LWG.3. Los materiales reciclados requieren la certificación GRS correspondiente. P4: ¿Qué certificados de trazabilidad existen para el cuero de origen vegetal?A: Si bien el cuero de origen vegetal permite la trazabilidad, no existe un sistema unificado de certificación de transacciones a nivel mundial. La trazabilidad se verifica mediante informes de pruebas de lotes de proveedores, certificación de contenido de base biológica, informes de ACV (Análisis del Ciclo de Vida) y acuerdos de licencia oficiales entre marcas y proveedores de materiales (las marcas que colaboran con Piñatex, Desserto y otros fabricantes de materiales figuran en listas oficiales de socios autorizados). P5: ¿Los cueros de origen vegetal, como el de piña y el de cactus, ofrecen suficiente durabilidad para el uso diario?A: El rendimiento cumple con los requisitos de uso diario:El cuero de cactus de calidad comercial ofrece una resistencia a la abrasión y una dureza comparables a las del cuero genuino de gama media, lo que lo hace totalmente adecuado para bolsos de mano de uso diario.El cuero de piña y el cuero de manzana tienen una resistencia al desgaste general ligeramente menor, por lo que son más adecuados para estilos de baja fricción, como bolsos cruzados y bolsos tote con un contacto mínimo y frecuente con la superficie. P6: ¿Cómo mantener diariamente los bolsos de cuero de origen vegetal?A: El cuero de origen vegetal requiere un mantenimiento ligeramente más cuidadoso que el PU estándar:Evite la exposición prolongada a la lluvia o la inmersión (la impermeabilidad de algunas variantes aún se está optimizando). Limpie la suciedad suavemente con un paño suave ligeramente húmedo; no utilice alcohol ni productos de limpieza fuertes.Para preservar la textura original, aplique regularmente un acondicionador especializado para cuero que le dé un brillo uniforme. P7: ¿Cómo influye la selección de materiales en los costes de producción de bolsos y en los marcos de precios?A: El material influye directamente en las estructuras de costos y el potencial de primas:El cuero natural conlleva costes de materia prima elevados y volátiles, pero permite un posicionamiento de precios premium.El poliuretano de alta calidad tiene costes moderados y estables, lo que lo hace ideal para la producción en masa de grandes lotes con presupuestos controlados.El cuero de origen vegetal se sitúa en un rango de precios medio-alto, pero ofrece una sólida narrativa de marca ecológica que justifica precios minoristas más elevados.Los materiales reciclados con certificación GRS cumplen los requisitos para obtener incentivos políticos y tienen gran acogida entre los consumidores con conciencia ecológica, lo que permite fijar precios medios y altos para las líneas de productos sostenibles de consumo masivo. P8: ¿Qué material conlleva el menor riesgo para las nuevas marcas que lanzan su primera colección?A: Las nuevas marcas que prueben su primera línea de productos deberían priorizar el poliuretano de microfibra de alta densidad:Los costes son estables y controlables, con procesos de fabricación consolidados que permiten una entrega rápida, además de una amplia flexibilidad de diseño para adaptarse a las tendencias estacionales.Los sistemas robustos de control de cumplimiento minimizan los riesgos regulatorios transfronterizos, reduciendo eficazmente los gastos de desarrollo derivados del método de prueba y error en los lanzamientos iniciales. P9: Además del cuero de origen vegetal, ¿qué otras opciones existen para las líneas de productos con un enfoque sostenible?A: El poliuretano reciclado, el forro de RPET reciclado y otros materiales reutilizados son alternativas rentables. Estos materiales cuentan con cadenas de suministro consolidadas, un rendimiento estable y costes inferiores a los del cuero vegetal de nicho, lo que facilita el desarrollo de colecciones sostenibles para el mercado masivo. V. ConclusiónLa selección de materiales para bolsos de moda en 2026 ya no se reduce a una simple compensación de costes, sino que implica un equilibrio integral entre el posicionamiento de la marca, el diseño estético, la funcionalidad práctica, el cumplimiento de las normativas internacionales y el valor medioambiental. El cuero natural crea un atractivo de lujo atemporal, el poliuretano de microfibra impulsa la moda rápida y escalable, el cuero de origen vegetal refuerza la identidad de marca sostenible y los materiales reciclados permiten la creación de productos ecológicos accesibles para el mercado masivo. La selección precisa de materiales permite a las marcas controlar los costos, mitigar los riesgos de cumplimiento normativo transfronterizo, fortalecer la diferenciación de productos e incrementar los márgenes de beneficio en el sector minorista. Respaldada por una sólida cadena de suministro global de materiales, rigurosos sistemas de control de calidad para el comercio exterior y servicios profesionales de fabricación a medida, Synberry ofrece soluciones integrales para marcas de moda globales y diseñadores independientes, abarcando desde la consultoría de materiales y el desarrollo de muestras hasta la producción en masa y el envío conforme a la normativa. Synberry se posiciona como un socio de fabricación estable a largo plazo para marcas internacionales. Autor
VER MÁSContinúe leyendo, manténgase informado, suscríbase y lo invitamos a contarnos lo que piensa.




Derechos de autor
@2024 Synberry Bag & Package Products Co.,Ltd Reservados todos los derechos
.
 RED SOPORTADA
RED SOPORTADA























